

钢结构
钢材的特点是强度高、自重轻、整体刚度好、变形能力强,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产。
产品介绍
钢结构应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
另外还有无热桥轻钢结构体系,建筑本身是不节能的,本技术用巧妙的特种连接件解决了建筑的冷热桥问题;小桁架结构使电缆和上下水管道从墙里穿越,施工装修都方便。
钢结构是由钢制材料组成的结构,是主要的建筑结构类型之一。结构主要由型钢和钢板等制成的钢梁、钢柱、钢桁架等构件组成,各构件或部件之间通常采用焊缝、螺栓或铆钉连接。因其自重较轻,且施工简便,广泛应用于大型厂房、场馆、超高层等领域。

产品特点
1、材料强度高,自身重量轻
钢材强度较高,弹性模量也高。与混凝土和木材相比,其密度与屈服强度的比值相对较低,因而在同样受力条件下钢结构的构件截面小,自重轻,便于运输和安装,适于跨度大,高度高,承载重的结构。
2、钢材韧性,塑性好,材质均匀,结构可靠性高
适于承受冲击和动力荷载,具有良好的抗震性能。钢材内部组织结构均匀,近于各向同性匀质体。钢结构的实际工作性能比较符合计算理论。所以钢结构可靠性高。
3、钢结构制造安装机械化程度高
钢结构构件便于在工厂制造、工地拼装。工厂机械化制造钢结构构件成品精度高、生产效率高、工地拼装速度快、工期短。钢结构是工业化程度最高的一种结构。
4、钢结构密封性能好
由于焊接结构可以做到完全密封,可以作成气密性,水密性均很好的高压容器,大型油池,压力管道等。
5、钢结构耐热不耐火
当温度在150℃以下时,钢材性质变化很小。因而钢结构适用于热车间,但结构表面受150℃左右的热辐射时,要采用隔热板加以保护。温度在300℃ -400℃时.钢材强度和弹性模量均显著下降,温度在600℃左右时,钢材的强度趋于零。在有特殊防火需求的建筑中,钢结构必须采用耐火材料加以保护以提高耐火等级。
6、钢结构耐腐蚀性差
特别是在潮湿和腐蚀性介质的环境中,容易锈蚀。一般钢结构要除锈、镀锌或涂料,且要定期维护。对处于海水中的海洋平台结构,需采用“锌块阳极保护”等特殊措施予以防腐蚀。
7、低碳、节能、绿色环保,可重复利用
钢结构建筑拆除几乎不会产生建筑垃圾,钢材可以回收再利用。
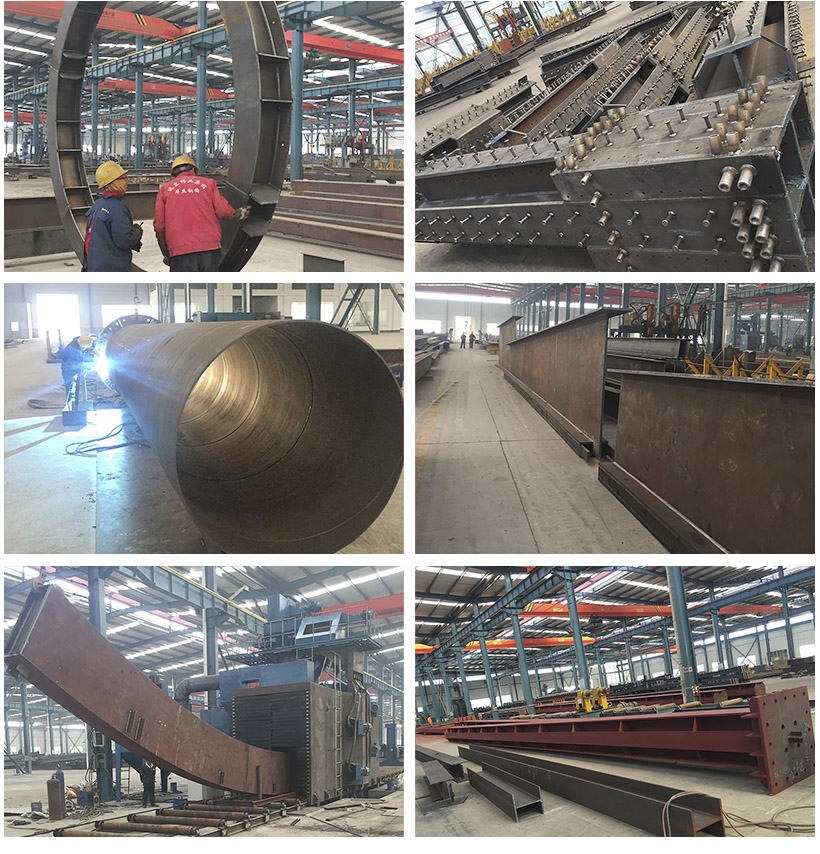
施工现场
钢构件的预制
按着安装顺序和工艺要求在钢平台上进行钢构件的预制和组装,要保证焊接制作质量。
型钢的拼接翼缘板拼接接缝和腹板拼接接缝的间距应大于200㎜。翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300㎜,长度不应小于600㎜。
为了焊接方便,保证焊接质量,尽量将立柱、横梁上的加强筋板、连接板、垫板、挑梁(梁)等在地面钢平台上按施工图尺寸进行组对焊接。
在钢平台上预制的钢构件除按施工图和规范要求制作组装外,还应考虑现场安装的工艺性和安装尺寸的变化。

生产制作
设备钢结构的加工制作与精密钢结构类似,介于普通结构件(对加工要求不高)与精密机械加工(要求加工较精细)之间,采用焊接或者栓接的连接方式。
同时钢结构类型主要有:用于厂房的排架结构、用于多高层建筑的框架结构、框架一剪力墙结构、框一筒结构,用于大空间的平板网架结构和弯顶网充结构等等。建筑功能不同,采用的结构形式也不同。钢结构设计要执行国家的技术规范,做到技术先进、经济合理、安全实用、确保质量。因此在结构设计制作的时候要注意以下要求:
1.首先根据建筑功能要求,采用相应合理的结构体系。做到技术先进、结构新颖、达到建筑和结构的完美统一。
2.钢结构(除容器外)多以杆件为主,故杆件尺寸尽可能模数化、标准化,便于机械化制造、运送、安装、提高生产率。
3.采用具有较高经济指标的高效钢材。
4.钢结构的节点是至关重要的,要采用适当的连接方式,使节点设计与结构计算简化模型相一致。以往的结构破坏绝大多数发生在节点,所以对节点要精心设计,精心施工.采用先进的、可靠的连接方法.
钢结构优势
钢结构与其它建设相比,在使用中、设计、施工及综合经济方面都具有优势,造价低,可随时移动。
一、钢结构住宅比传统建筑能更好的满足建筑上大开间灵活分隔的要求,并可通过减少柱的截面面积和使用轻质墙板,提高面积使用率,户内有效使用面积提高约6%。
二、节能效果好,墙体采用轻型节能标准化的C型钢、方钢、夹芯板,保温性能好,抗震度好。节能50%,
三、将钢结构体系用于住宅建筑可充分发挥钢结构的延性好、塑性变形能力强,具有优良的抗震抗风性能,大大提高了住宅的安全可靠性。尤其在遭遇地震、台风灾害的情况下,钢结构能够避免建筑物的倒塌性破坏。
四、建筑总重轻,钢结构住宅体系自重轻,约为混凝土结构的一半,可以大大减少基础造价。
五、施工速度快,工期比传统住宅体系至少缩短三分之一,一栋1000平米只需20天、五个工人方可完工。
六、环保效果好。钢结构住宅施工时大大减少了砂、石、灰的用量,所用的材料主要是绿色,100%回收或降解的材料,在建筑物拆除时,大部分材料可以再用或降解,不会造成垃圾。
七、以灵活、丰实。大开间设计,户内空间可多方案分割,可满足用户的不同需求。
八、符合住宅产业化和可持续发展的要求。钢结构适宜工厂大批量生产,工业化程度高,并且能将节能、防水、隔热、门窗等先进成品集合于一体,成套应用,将设计、生产、施工一体化,提高建设产业的水平。
钢结构与普通钢筋混凝土结构相比,其匀质、高强、施工速度快、抗震性好和回收率高等优越性,钢比砖石和砼的强度和弹性模量要高出很多倍,因此在荷载相同的条件下,钢构件的质量轻。从被破坏方面看,钢结构是在事先有较大变形预兆,属于延性破坏结构,能够预先发现危险,从而避免。
钢结构厂房具有总体轻、节省基础、用料少、造价低、施工周期短,跨度大,安全可靠,造型美观,结构稳定等优势。钢结构厂房广泛应用于大跨度工业厂房、仓库、冷库、高层建筑、办公大楼,多层停车车场及民宅等建筑行业。
成品细节展示

施工技术
一、钢结构安装焊接前的准备工作
试验钢材包括Q345GJC-Z15(壁厚70mm)、Q345GJC-Z15(壁厚40mm)、Q345C(翼缘厚28mm),焊接位置为柱—柱横焊、柱—梁平焊(包括桁架梁上下翼缘平焊)、T型角立焊。坡口形式及尺寸按设计要求。焊后外观及超声波检查合格后取样进行了力学和物理试验。
试验结果接头的抗拉强度达到母材抗拉强度标准值,接头弯曲180°无裂纹。采用的焊接材料和焊接设备技术条件应符合国家标准,性能优良。清渣、气刨、焊条烘干保温等装置应齐全有效。
二、手工电弧焊及CO2气保焊焊材和设备
(1)焊条应在高温烘干箱中烘干,焊条烘干次数不得超过两次。
(2)焊丝包装应完好,如有破损而导致焊丝污染或弯折、紊乱时应部分弃之。
(3)CO2气体纯度应不低于99.9%(体积比),含水量应低于0.05%(重量比),瓶内高压低于1MPa时应停止使用。
(4)焊机电压应正常,地线压紧牢固,接触可靠,电缆及焊钳无破损,送丝机应能均匀送丝,气管应无漏气或堵塞。

三、安装焊接程序及一般规定
焊接的一般顺序为:焊前检查 →预热除锈 → 装焊垫板和引弧板→ 焊接 → 检验
1.焊前检查坡口角度、钝边、间隙及错口量,坡口内和两侧的锈斑、油污、氧化铁皮等应清除干净。
2.预热。焊前用气焊或特制烤枪对坡口及其两侧各100mm范围内的母材均匀加热,并用表面测温计测量温度,防止温度不符合要求或表面局部氧化,预热温度。
3.重新检查预热温度,如温度不够应重新加热,使之符合要求。
4.装焊垫板及引弧板,其表面清洁程度要求与坡口表面相同,垫板与母材应贴紧,引弧板与母材焊接应牢固。
5.焊接:第一层的焊道应封住坡口内母材与垫板的连接处,然后逐道逐层累焊至填满坡口,每道焊缝焊完后,都必须清除焊渣及飞溅物,出现焊接缺陷应及时磨去并修补。
6.一个接口必须连续焊完,如不得已而中途停焊时,应进行保温缓冷处理,再焊前,应重新按规定加热。
7.遇雨、雪天时应停焊,构件焊口周围及上方应有挡风、雨棚,风速大于5m/s时应停焊。环境温度低于零度时,应按规定采取预热和后热措施施工。
8.碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成24h以后,进行焊缝探伤检验。
9.焊工和检验人员要认真填写作业记录表。
四、典形节点的焊接顺序和工艺参数
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
企业实力
山东华杰钢结构有限公司位于中国的东方圣城孔子故里曲阜,它座落于曲阜市书院经济开发区,交通便捷,地理位置优越,公司成立于2015年7月,注册资金3000万元,生产车间占地30000余平方米,,是一家集科研、设计、生产、安装于一体的大型钢结构、管桁架、网架、建筑幕墙、铝镁锰板为一体的高新技术企业。拥有数控机床、大型自动埋弧焊机、等离子切割机、仿型切割机、直线切割机、相贯线、网架自动焊等先进的生产加工设备。各类专业技术人员550余人。
公司主要致力于重型钢结构、轻型钢结构、管桁架、网架、铝镁锰屋面系统的加工制作、年产量达5万吨左右。












