
管桁架结构加工制造流程
文章来源:山东华杰钢结构有限公司
发布时间:2020/04/29
浏览量:次

钢管桁架结构的线条流畅,体形优美,易于实现建筑设计的艺术追求,因此钢管桁架在建筑中得到广泛的应用。某项目的空间弯扭管桁架结构,根据管桁架结构的特点、吊装设备的起重能力,划分为片状吊装单元。为减少高空散件的拼装工作量,桁架分为片单元在厂内拼装焊接成型,然后运至现场分片安装。
管桁架单元模型
1、零件下料、弯管,该工序主要是主弦杆管架成形。对于弧度不规则的管件,先根据弧形的函数曲线,计算管件控制点坐标,同时制备相应的压弯模具,选用尺寸合格的钢管材料冷弯成型,弯管成形后检查控制点应不少于桁架弦杆节段控制点。

管桁架分段下料
2、在预先准备好的胎架上进行管桁架拼装单元的拼装和焊接,保证各单元的精度。单元拼装的尺寸必须准确,以保证高空安装(总拼)时精准对接。
①放样、搭设拼装胎架。利用三维绘图软件放样,包括管口、主弦杆线形拐点控制点、节点、贯穿箱体角点等坐标控制点,确定构件横、纵向位置。
②主管上胎调整定位。单元体拼装,总体上应按先平面、后空间,先中间后两边,先下后上的顺序进行;在同一节点上按先大管后小管、先主管后支管顺序进行。主管上胎后,利用线坠对齐并调整各控制点位置,确定平面范围内线形。利用垂准仪测量调整各控制点的标高。

主管架定位
③支管连接定位。主弦杆定位后,点焊固定牢固,同样利用线坠、垂准仪等仪器确定各支管位置,点焊固定。

支管连接组装
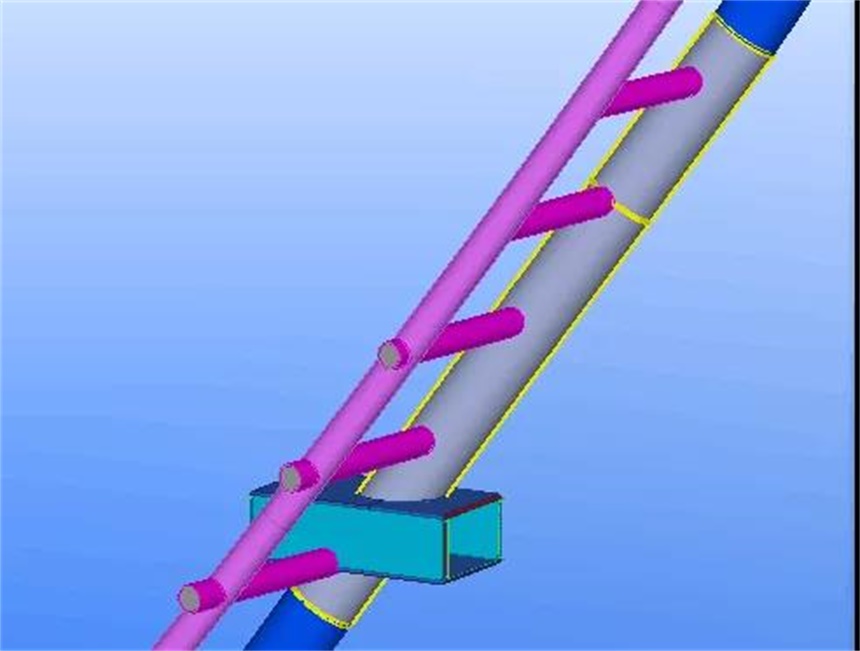
④贯穿箱体连接。为减小箱体组装后的变形,先将箱体整体拼装,焊接部分焊缝,再将部分板拆解后与桁架进行组装。

贯穿体就位

贯穿体角度调整
3、焊接完成后检查桁架整体尺寸、修补缺陷、打磨。油漆后标上编号、画出安装定位线,预备安装。

打磨并油漆
